СВАРКА ПОД ФЛЮСОМ
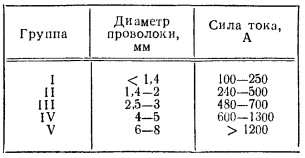
Общие сведения. Сварку, как правило, ведут в нижнем положении на режимах, приведенных в таблице. Сваривают все конструкционные материалы толщиной от 1 мм и выше, используемые при изготовлении разнообразных, в том числе и особо ответственных конструкций и механизмов. Основное применение находит автоматическая сварка. Полуавтоматический вариант используется в ограниченном объеме.
Широкое промышленное применение находят режимы, в которых в наибольшей степени реализуются все преимущества автоматической сварки. При сварке используют преимущественно стационарную дугу прямого действия. Электрический разряд возникает между основным металлом, подсоединенным к одному из полюсов источника тока, и плавящимся в процессе сварки металлическим электродом, подсоединенным к другому полюсу этого источника. Металл плавящегося электрода участвует в формировании шва. Иногда используют дугу косвенного действия. Электрический разряд в этом случае возникает между двумя электродами подсоединенными к полюсам источника питания. Свариваемые детали в электрическую цепь не включены. Возможна сварка нестационарной (импульсной) и прерывистой (вибрирующей) дугой а также магнитное управление переносом электродного металла и формированием сварочной ванны.
В зависимости от поставленной технологической задачи при сварке дугой прямого действия применяют одну, две (и более) электродные проволоки или стержни другого типа. При сварке одной проволокой ее можно располагать вертикально или с наклоном, поперек или вдоль свариваемых кромок, углом вперед или назад. При всех вариантах для изменения конфигурации шва проволоке можно придать поперечные, продольные ‚или комбинированные перемещения (колебания) по отношению к свариваемым кромкам. Амплитуда и частота перемещений могут быть различными.
За счет увеличения вылета электронов коэффициент наплавки можно увеличить на 40-50%. Это не всегда рационально, так как нарушается оптимальное соотношение между расплашенными основным и присадочным металлами и возникают трудности формирований большого количества жидкого металла.
При сварке двумя проволоками и более последние располагаются вертикально, наклонно или комбинированно по отношению к свариваемым кромкам и параллельно или последовательно друг к другу. Если все проволоки подсоединены к одному полюсу источника питания. процесс называют многоэлектродным (двухэлектродным); при подсоединевши каждой из проволок к отдельному источнику питания - многодуговым (двухдуговым). Для питания дуг применяют источники постоянного или переменного тока или осуществляют комбинированное питание. Возможно питание по трехфазной схеме. Всем или некоторым из проволок могут быть. приданы колебания вдоль или поперек свариваемых кромок. Сварку можно вести в общую ванну, когда весь расплавленный металл образует единый объем, или в раздельные ванны, когда каждая дуга образует свою обособленную ванну. Последующая дуга в этом случае частично или полностью переплавляет слон, сваренный предшествующей дугой. Возможна комбинация этих вариантов. Сварку можно вести двумя, тремя (и более) проволоками в каждую ванну. При сварке в раздельные ванны минимальное расстояние определяется длиной ванны, образованной первой проволокой, а максимальное - длиной участка, на котором шлак, полученный при плавлении флюса первой дугой, находится в жидком состоянии.