ФИЗИЧЕСКИЕ ОСНОВЫ СВАРКИ
Монолитность сварных соединений достигается обеспечением физико-химических, атомно-молекулярных связей между элементарными частицами соединяемых тел.
В технике используют различные виды разъемных и неразъемных соединений твердых тел. Неразъемные соединения могут быть выполнены монолитными (сплошными) и немонолитными. К монолитным следует относить соединения. получаемые сваркой, пайкой или склеиванием, а к немонолитным - клепаные соединения.
Сварку, пайку и склеивание используют для соединения металлов и неметаллов между собой и в разнородных сочетаниях.
Элементарные связи удерживают каждый атом внутри кристалла симметрично направленными силами. На свободной поверхности тела атом неуравновешен вследствие отсутствия или ослабления связей с внешней стороны. Это явление увеличивает потенциальную энергию поверхностного слоя. При соединении тел требуется извне механическая или тепловая энергия для преодоления энергетического барьера.
Внешняя механическая энергия деформации будет затрачена на преодоление сил отталкивания, возникающих между поверхностными атомами сближаемых тел. Когда расстояния между ними будут близки к межатомным, в решетке кристаллов возникают квантовые процессы взаимодействия электронных оболочек атомов. После этого общая энергия системы начнет снижаться до уровня. соответствующего энергии атомов в решетке целого кристалла, т. е. будет получено монолитное соединение.
 Тепловая энергия, сообщенная поверхностным атомам при повышении температуры, увеличивает флуктуационную вероятность развития процессов энектронного взаимодействия и облегчает процесс соединения.
Тепловая энергия, сообщенная поверхностным атомам при повышении температуры, увеличивает флуктуационную вероятность развития процессов энектронного взаимодействия и облегчает процесс соединения.
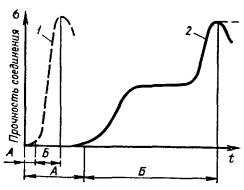
Трехстадийность процесса сварки связана с тем, что ее (так же как и пайку) можно отнести к классу так называемых топохимических реакций. Последние на микроучастках отличаются двухстадийиостью процесса образования прочных связей между атомами соединяемых веществ. В макрообъемах процесс сварки завершается третьей стадией - диффузией.
На первой стадии А развивается физический контакт, т. е. осуществляется сближение соединяемых веществ на расстояния, требуемые для межатомного взаимодействия, а также происходит подготовка поверхностей к взаимодействию. На второй стадии Б - стадии химического взаимодействия - заканчивается процесс образования прочного соединения на микроучастке.
Диффузионные процессы развиваются почти одновременно с прорастанием дислокаций при пластической деформации контактирующих поверхностей либо при наличии высокой температуры.
Практическое получение монолитных соединений осложнено двумя факторами: свариваемые поверхности имеют микронеровности, поэтому при совмещении поверхностей контактирование возможно лишь в отдельных точках; свариваемые поверхности имеют загряз- нения, так как на любой поверхности твердого тела адсорбируются атомы внешней среды.
Активация поверхностей состоит в том, что поверхностным атомам твердого тела сообщается некоторая энергия, необходимая для обрыва связей между атомами тела и атомами внешней среды, насыщающими их свободные связи; для повышения энергии поверхностных атомов до уровня энергетического барьера схватывания, т. е. для перевода их в активное состояние.
Такая энергия активации может в общем случае быть сообщена в виде теплоты (термическая активация), упругопластической деформации (механическая актива- ция), электронного облучения и других видов воздействия.
Определение процесса сварки целесообразно дать исходя из анализа физико химических особенностей получения соединений. В зоне сварки можно установить наличие двух основных физических явлений, связанных с термодинамически не- обратимым изменением формы энергии и состояния вещества: введения и преобразования энергии; движения (превращения) вещества.
Вид, интенсивность вводимой энергии и характер ее преобразования —это главное, что определяет вид процесса сварки, причем введение энергии всегда является необходимым условием сварки, так как без этого невозможна активация соединяемых поверхностей.
Введение вещества необходимо только при некоторых видах сварки плавлением и пайки, причем энергия в этих случаях может быть введена также с расплавленным материалом. Характер движения вещества в зоне сварки сильно меняется от процесса к процессу. Движение значительно при сварке плавлением, Особенно при наличии присадочного материала, и при пайке. При сварке давлением с нагревом движение материала в зоне стыка незначительное, и существенна только диффузия вещества через стык. Холодная сварка реализуется практически без движения вещества, если не учитывать переползания дислокаций и выхода их на поверхность.
Исходя из сказанного, можно дать следующее термодинамическое определение процесса сварки.
Сварка — это процесс получения монолитного соединения материалов за счет термодинамически необратимого превращения тепловой и механической энергии и вещества в стыке.
Склеивание, цементирование и другие соединительные процессы. обеспечивающие монолитность соединения, в отличие от сварки и пайки, как правило, не требуют специальных источников энергии. Они реализуются обычно только за счет введения (преобразования) вещества (клея. цемента и т. д.)
Кроме самого общего, термодинамического, возможны и другие определения сварки. Например, в технологическом аспекте, согласно ГОСТ 2601 - 74, сварка - это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании, или совместном действии того и другого.